

砂型铸造分为手工造型(制芯)和机器造型(制芯)。手工造型是指造型和制芯的主要工作均由手工完成;机器造型是指主要的造型工作,包括填砂、紧实、起模、合箱等由造型机完成。泊头铸造工量具友介绍手工造型的主要方法:
手工造型因其操作灵活、适应性强,工艺装备简单,无需造型设备等特点,被广泛应用于单件小批量生产。但手工造型生产率低,劳动强度较大。手工造型的方法很多,常用的有以下几种:
1. 整模造型
对于形状简单,端部为平面且又是最大截面的铸件应采用整模造型。整模造型操作简便,造型时整个模样全部置于一个砂箱内,不会出现错箱缺陷。整模造型适用于形状简单、最大截面在端部的铸件,如齿轮坯、轴承座、罩、壳等(图2)。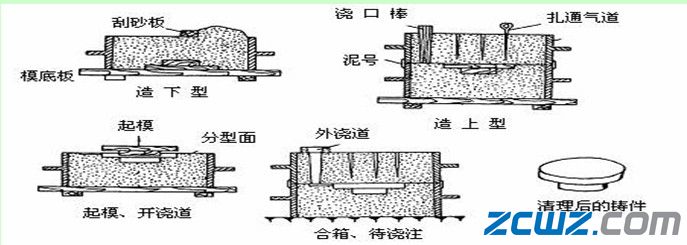
2.分模造型
当铸件的最大截面不在铸件的端部时,为了便于造型和起模,模样要分成两半或几部分,这种造型称为分模造型。当铸件的最大截面在铸件的中间时,应采用两箱分模造型(图3),模样从最大截面处分为两半部分(用销钉定位)。造型时模样分别置于上、下砂箱中,分模面(模样与模样间的接合面)与分型面(砂型与砂型间的接合面)位置相重合。两箱分模造型广泛用于形状比较复杂的铸件生产,如水管、轴套、阀体等有孔铸件。
