

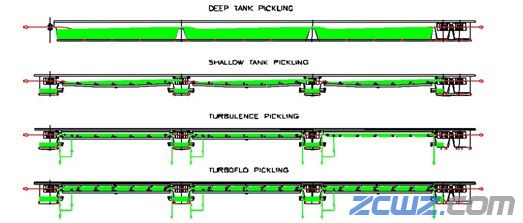
a 深槽酸洗线:深槽酸洗线的的典型特性是酸的流动最小,其结果是在带钢上有很高的层流边界层。
b 浅槽酸洗线:在浅槽酸洗线内仅有很慢的酸流动,导致在带钢上面有很高的层流边界层。然而带钢下面的酸洗效果要好于深槽酸洗线。但是在挤干辊前较多的积集酸会引起密封问题。
c 紊流酸洗线:在每个酸洗槽内仅在带钢上面仅有两个紊流区域。然而在各酸洗槽的出口需要较大能源进行密封。
d Turboflo酸洗线:在带钢的上、下面每2米一个紊流区域。酸液在槽盖内返回,因此降低了酸洗槽出口处的密封能源要求。
1 酸洗气泡
酸洗气泡是由于酸与裸露的金属作用,生成氢气所造成的。氢原子金属和酸产生化学反应时,生成了部分氢原子,它渗透入金属的结晶格子中,并使其发生变形,变形后使氢更向金属内扩散,其中一部分氢原子穿过金属并分子化,从酸液中逸出,部分氢原子的分子化在晶格变形产生的“显微空位”边界上,或金属的夹杂及孔隙中进行,氢在空气中的压力可以达到几百个大气压,使金属中产生了引起氢脆的内应力。
防止措施:调整酸液的浓度;控制酸洗时溶液的温度和带钢表面平直状态等。
2 过酸洗
金属在酸溶液中停留时间过长,使其在酸溶液作用下,表面逐渐变成粗糙麻面。过酸洗是因为机组连续作业中断,使酸洗失去连续性,或因带钢断带处理时间过长等。
防止措施:尽量密切全机组的操作配合,保证生产正常进行。
3 欠酸洗
钢带酸洗之后,表面残留局部未洗掉的氧化铁皮时称为欠酸洗。它主要是由于氧化铁皮厚度不匀,较厚部分的氧化铁皮需要较长酸洗时间,同时其中的FeO分解成了较难溶解的 ;带钢波浪度和镰刀弯较大,在酸洗过程中,起浪部分或弯起部分没有浸泡在酸液中通过,造成漏酸洗;酸洗前机械破鳞不完善,特别是带钢两边端铁皮未被破碎等。
;带钢波浪度和镰刀弯较大,在酸洗过程中,起浪部分或弯起部分没有浸泡在酸液中通过,造成漏酸洗;酸洗前机械破鳞不完善,特别是带钢两边端铁皮未被破碎等。
防止措施:预先平整好板形,对于铁皮较厚,而面积又不大的带钢,可采用先局部酸洗一次,而后再过酸洗线的方法去锈。
4 锈蚀
钢带酸洗后表面残留少许的酸溶液或带钢清洗后没有达到完全干燥而使表面重新生锈。此外带钢在酸洗后于高温的清洗水中停留时间过长,也会产生锈蚀现象。
防止措施:严格执行酸洗、清洗操作规程,及时给表面涂油,并应堆放在干燥的地方。
5 划伤
带钢在机组运行过程中新出现的划伤,是由于卷取辊、弯曲辊表面出现质硬的异物,或带钢的浪形及折棱与导板成线接触,或带钢在拆卷过程中拍打折头刮板等,使表面划出新的伤痕。
防止措施:经常检查机组的滚动部件和导板,维护好设备。
