

磨料切削加工方法有磨削、珩磨、研磨和抛光等,其中以磨削加工应用最为广泛。
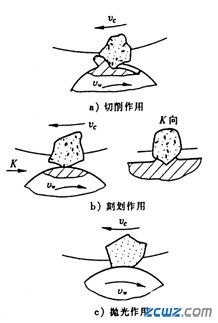
磨削时各个磨粒表现出来的磨削作用有很大的不同,如图所示。
(1)砂轮上比较凸出的和比较锋利的磨粒起切削作用 这些磨粒在开始接触工件时,由于切入深度极小,磨粒棱尖圆弧的负前角很大,在工件表面上仅产生弹性变形;随着切入深度增大,磨粒与工件表层之间的压力加大,工件表层产生塑性变形并被刻划出沟纹;当切深进一步加大,被切的金属层才产生明显的滑移而形成切屑。这是磨粒的典型切削过程,其本质与刀具切削金属的过程相同(如图a)。
(2)砂轮上凸出高度较小或较钝的磨粒起刻划作用 这些磨粒的切削作用很弱,与工件接触时由于切削层的厚度很薄,磨粒不是切削,而是在工件表面上刻划出细小的沟纹,工件材料被挤向磨粒的两旁而隆起(如图b)。
(3)砂轮上磨钝的或比较凹下的磨粒 这些磨粒既不切削也不刻划工件,而只是与工件表面产生滑擦,起摩擦抛光作用(如图c)。
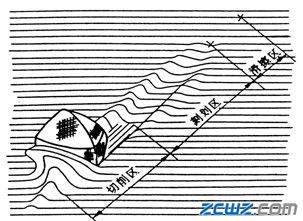
即使比较锋利且凸出的单个磨粒,其切削过程大致也可分为三个阶段(如下图所示)。在第一阶段,磨粒从工件表面滑擦而过,只有弹性变形而无切屑。第二阶段,磨粒切入工件表层,刻划出沟痕并形成隆起。第三阶段,切削层厚度增大到某一临界值,切下切屑。
磨削过程实际上是无数磨粒对工件表面进行错综复杂的切削、刻划、滑擦三种作用的综合过程。一般地说,粗磨时以切削作用为主;精磨时既有切削作用,也有摩擦抛光作用;超精磨和镜面磨削时摩擦抛光作用更为明显。
