1 磨削加工的定义
磨削加工一般使用高速旋转的砂轮,利用构成这个砂轮的极硬的微细磨料来切削加工物的加工方法。
2 磨削加工的特点以及缺点
磨削加工与切削加工相比,具有以下特点。
(1) 能够很容易的切削使用切削工具所不能切削的硬质或脆性材料。
砂轮的切刃是非常硬的矿物质的粒子,能够很容易的加工超硬合金和陶瓷器具。
(2) 能够很容易的得到要求的加工面粗糙度以及精度。
构成砂轮的一个一个切刃很小,并在高速旋转下使用,切屑极小。即,比使用切削工具得到的加工面的粗糙度好,尺寸精度也好。
(3) 加工率极好
砂轮的周速度为10 – 80m/s,比切削工具的速度高数倍到数十倍。因此,一个一个的切屑很细微,而且加工率极好。
(4) 切刃的自锐作用
在使用中,砂轮由于切刃的磨损,而导致切削阻力增大,磨料裂开或脱落,产生新的切刃和气孔。因此,不象一般的切削工具那样需要重新研磨。
(5) 因为磨削点的温度高,是导致烧裂的原因
磨削作业中,磨削点的温度很容易超过1000℃,这是磨削加工的一个大缺点。因此,为了不使产生烧裂现象,需要使用性能良好的磨削液进行充分的冷却。
(6) 使用高速旋转的砂轮
由于砂轮是高速旋转的,所以万一损坏的话,具有产生重大灾害的危险性。因此,需要充分考虑包括工作人员以及工作环境在内的安全性。
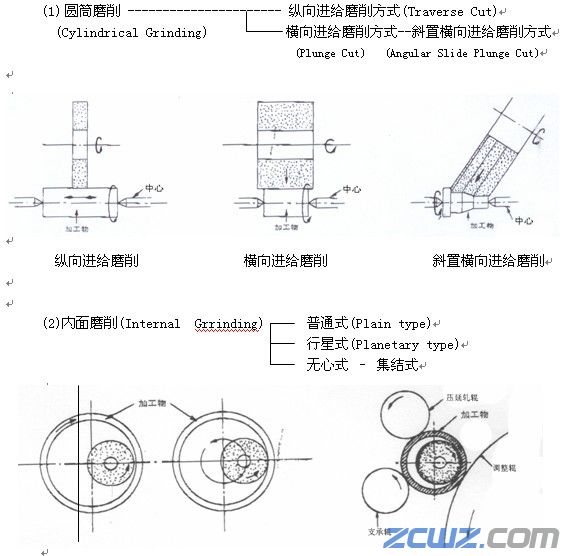
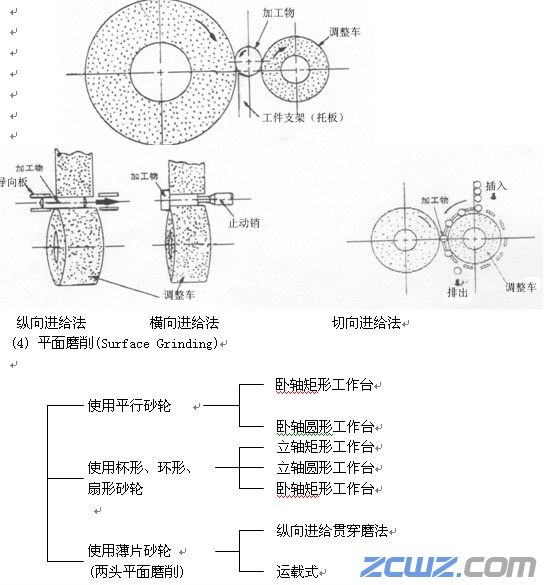
3 磨削加工的分类
在磨削加工的分类方面,存在各种各样的考虑方法,如果根据它的的作业方法分类,包括如下几种。