

一、 装配螺栓时,应符合下列要求:
1、紧固时,宜采用呆扳手,不得使用打击法和超过螺栓许用应力。
2、螺栓头、螺母与被连接件的接触应紧密,对接触面积和接触间隙有特殊
要求的,尚应按技术规定要求进行检验。
3、有预紧力要求的连接应按装配规定的预紧力进行预紧,可选用机械、液压拉伸法和加热法;钢制螺栓加热温度不得超过400℃。
4、螺栓与螺母拧紧后,螺栓应露出螺母2-4个螺距;沉头螺钉拧紧后,钉头应埋入机件内,不得外露。
5、有锁紧要求的,拧紧后应按其技术规定锁紧;用双螺母锁紧时,薄螺母应装在厚螺母之下;每个螺母下面不得用2个相同垫圈。
二、 不锈钢、铜、铝等材质的螺栓装配时,应在螺纹部分涂抹润滑剂。
三、 有预紧力要求的螺栓连接,其预紧力可采用下列方法测定:
1、应利用专门装配工具中的扭力扳手、电动或气动扳手等,直接测得数值。
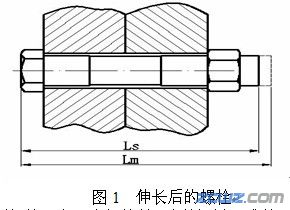
2、测量螺栓拧紧后伸长的长度Lm(图1)应按下式计算:
Lm=Ls+P0/CL
式中 Lm—螺栓伸长后的长度(mm);
Ls —螺栓与被连接间隙为零时的原始长度(mm);
P0 —预紧力为设计或技术文件中要求的值(N)
CL —螺栓刚度,可按本规范附录十四的规定计算。
四、 装配精制螺栓和高强度螺栓前,应按设计要求检验螺孔直径的尺寸和加工精度。
五、 高强螺栓在装配前,应按设计要求检查和处理被连接件的结合面;装配时,结合面应干燥,不得在雨中装配。
六、 高强螺栓及其紧固件应配套使用。旋紧时,应分两次拧紧,初拧扭距值不得小于终拧扭距值的30%;终拧扭距值应符合设计要求,并按下式计算:
M=K(P+△P)•d
式中 M—终拧扭距值(N•m);
P—设计预拉力(KN);
△P—预紧力损失值,宜为预拉力值的5%—10%(KN);
K—扭距系数,可取0.11—0.15;
d—螺栓公称直径(mm)
七、 装配扭剪型高强螺栓应分两次拧紧,直至将尾部卡头拧掉为止,其终拧扭距可不进行核算。
八、 现场配制的各种类型的键,均符合国家现行标准《装配通用技术条件》规定的尺寸和精度。键用型钢的抗拉强度不应小于588N/mm2。
九、 键的装配应符合下列要求:
1、键的表面应无裂纹、浮锈、凹痕、条痕及毛刺,键和键槽的表面粗糙度、平面度和尺寸在装配前均应检验。
2、普通平键、导向键、薄型平键和半圆键,两个侧面与键槽应紧密接触,与轮毂键槽底面不接触。
3、普通楔键和钩头楔键的上、下面应与轴和轮毂的键槽底面紧密接触。
5、切向键的两斜面间以及键的侧面与轴和轮毂键槽的工作面间,均应紧密接触;装配后,相互位置应采用销固定。
十、 销的装配应符合下列要求:
1、检查销的型式和规格,应符合设计及设备技术文件的规定。
2、有关连接机件及其几何精度经调整符合要求后,方可装销。
3、装配销时不宜使销承受载荷,根据销的性质,宜选择相应的方法装入;销孔的位置应正确。
4、对定位精度要求高的销和销孔,装配前检查其接触面积,应符合设备技术文件的规定;当无规定时,宜采用其总接触面积的50%-75%。
5、装配中,当发现销和销孔不符合要求时,应铰孔,另配新销;对定位精度要求高的,应在设备的几何精度符合要求或空运转实验合格后进行。
