

1.材料
GCr15
GCr18Mo (SKF-24)
0.90~1.05%C、1.65~1.95%Cr、0.15~0.25%Mo、0.20~0.40%Mn
2.HT工艺
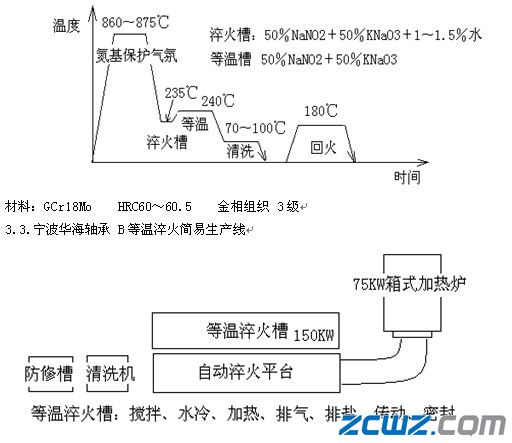
230~240℃×3.5h 100%BL 等温淬火
未采用BL+M原因:↑αk、防止套圈脆断
↑表层压应力 防止过盈装配崩裂
↓淬火变形 工艺简单(不回火)
3.设备
自动生产线 转底、推盘、输送带式
周期式 淬火冷却槽+等温槽+清洗槽
硝盐等温(50%KNO3+50%NaNo3+少量水)
清洗 60~80℃ 水
3.1.南京浦镇车辆厂 B等温淬火生产线
X1轴承套圈 GCr18Mo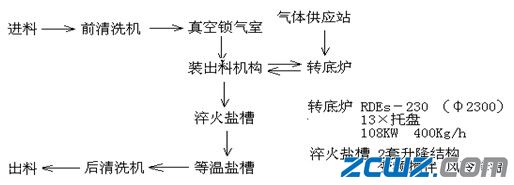
同一工件 硬度 ≤1HRC
同一批工件 硬度 ≤2HRC
60~61.5HRC 235~240℃×5h HRC↓≤1
组织:BL+M
变形:涨大量稳定、椭圆变形↓
3.2.瓦房店轴承集团 B等温淬火生产线
NJP3226X轴承外圈 GCr18Mo
工艺流程:上料台上料→保护气氛转底炉加热
→淬火槽升降送料机械手→淬火平台→淬火槽淬火
→等温槽升降送料机械手→等温淬火槽→风冷却台风冷
→热水浸洗→漂洗→烘干机
→卸料台卸料
工艺曲线:
轴承:FC202870、6488240 轧机轴承
HRC59.5~61
变形:FC405819 椭圆度 0.06~0.20mm
径向涨大 0.55~0.70mm
高度涨大 0.15~0.20mm
