

1.偏析
钢中化学成分与杂质分布的不均匀现象,称为偏析。一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。
大锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。合金元素、杂质含量、钢中气体均加剧偏析的发展。钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。
(1)区域偏析
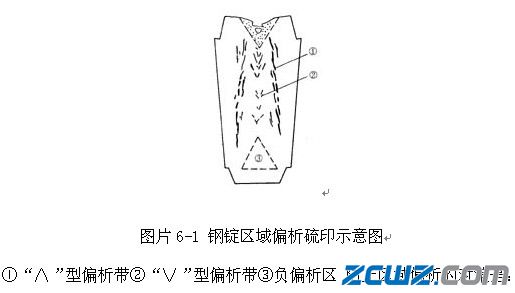
它属于宏观偏析,是由钢液在凝固过程中选择结晶,溶解度变化和比重差异引起的。如钢中气体在上浮过程中带动富集杂质的钢液上升的条状轨迹,形成须状∧形偏析。顶部先结晶的晶体和高熔点的杂质下沉,仿佛结晶雨下落形成的轴心∨形偏析。沉淀于锭底形成负偏析沉积锥。最后凝固上部区域,碳、硫、磷等偏析元素富集,成为缺陷较多的正偏析区。
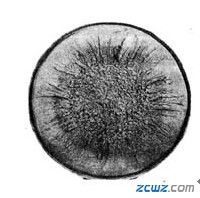
图片6-1为我国解剖的55t34CrMolA钢锭纵剖面硫印低倍图片及区域偏析示意图。
1)降低钢中硫、磷等偏析元素和气体的含量,如采用炉外精炼,真空碳脱氧(VCD)处理及锭底吹氩工艺。
2)采用多炉合浇、冒口补浇、振动浇注及发热绝热冒口,增强冒口补缩能力等措施。
3)严格控制注温与注速,采用短粗锭型,改善结晶条件。
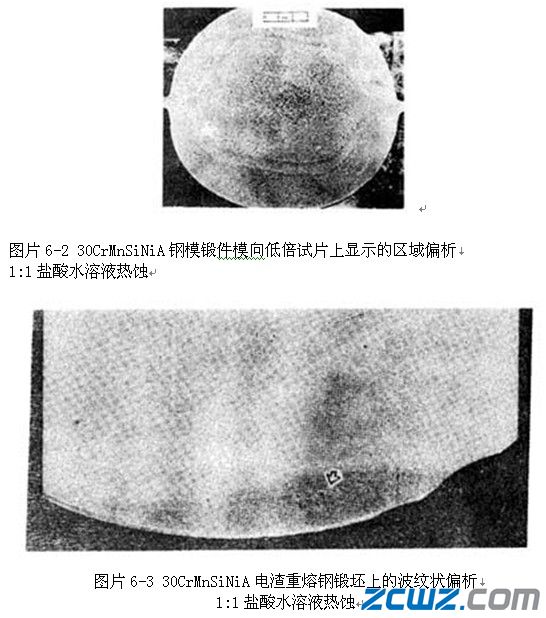
在锻件横向低倍试片上,呈现与锭型轮廓相对应的框形特征,亦称框形偏析。图片6-2是30CrMnSiNiA钢制模锻件低倍试片上显示的锭型偏析。因锭中偏析带在变形时,沿分模面扩展而呈现为框形。偏析带由小孔隙及富集元素构成,对锻件组织性能的均匀性有不良的影响。
电渣重熔以其纯净度高、结晶结构合理,成为生产重要大锻件钢坯的方法,但是如果在重熔过程中电流、电压不稳定,则会形成波纹状偏析。当电流、电压增高时,钢液过热,结晶速度减缓,钢液中的溶质元素在结晶前沿偏聚形成富集带;当电流、电压减小时,熔质元素偏聚程度减小,这种周期性的变化,便形成了波纹状的偏析条带,如图片6-3所示。
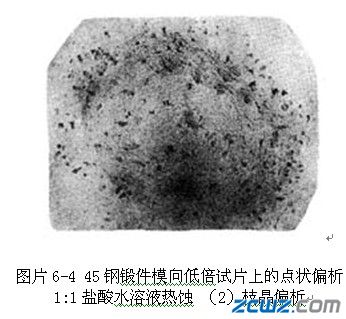
区域偏析在横向低倍酸浸试片上呈分散的深色斑点状,称之为点状偏析。图片6-4为分布于整个横向截面上的点状偏析
它属于微观偏析。树枝状结晶与晶间微区成分的不均匀性,可能引起组织性能的不均匀分布。采用扫描电镜(SEM)、波谱仪(WDS)、能谱仪(EDS)进行微区观察和成分分析可以检出并阐明原因,一般通过高温扩散加热,锻压合理变形与均匀化热处理可以消除或减轻其不良影响。
2.夹杂物与有害微量元素
夹杂物按其来源可分为内生夹杂与外来夹杂两种。
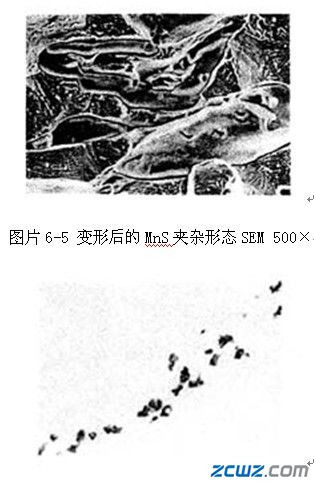
常见的内生夹杂物主要有硫化物、硅酸盐、氧化物等。它们在钢中的数量和组成与钢的成分、冶炼质量、浇注过程以及脱氧方法有关。熔点高的内生夹杂,凝固先于基体金属,结晶不受阻碍,呈现为有规则的棱角外形;熔点较低的内生夹杂,由于受已凝固金属的限制,形态多为球或条状、枝晶状沿晶界分布。硫化物与塑性较好的硅酸盐组元,当钢锭经锻压变形时,沿主变形方向延伸,呈条带状。图片6-5示出34CrNi3Mo转子钢中拉长的MnS夹杂形状。而氧化物及塑性较差的硅酸盐夹杂,在锻压变形时被破碎成小颗粒,呈链球状分布。图片6-6为沿变形方向分布的链状氧化物夹杂。尺寸细小,弥散分布的内生夹杂,多为微观缺陷,危害程度较小。而大片或密集云团状分布的夹杂构成宏观缺陷,对锻件使用有极不良的影响,容易引发严重的失效事故
图片6-6 被变形破碎的氧化物夹杂LM未浸蚀 500× 外来夹杂系指混人钢中的炉渣、保护渣、氧化膜、耐火材料和异金属块等。通常外来夹杂较粗大,严重分布将破坏钢的连续性而报废。
随着高参数,大型化机器设备的发展,对大锻件的质量提出了更为严格的要求,为此对钢中铅、锑、锡、铋、砷等微量元素需要控制,以提高锻件的强韧化水平。
降低钢中夹杂的一般对策是:
1)钢液真空处理,炉外精炼,控制钢液质量;
2)清洁浇注,防止外来夹杂污染与异金属进人;
3)合理锻造变形,改善夹杂分布。
3.缩孔与疏松
该类孔隙性缺陷,破坏金属连续性,形成应力集中与裂纹源,属于不允许的缺陷。
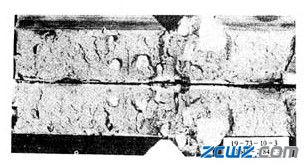
钢锭开坯时切除量不够,残留缩孔及疏松,表现为锻件端头有管状孔穴或者严重中心疏松。图片6-7所示为9Cr2Mo钢制冷轧辊,因钢锭浇注温度偏低,冒口补缩不良,缩孔深入到锭身区,锻造时未能完全切除而形成缩孔残余。横向试片上中心部位呈现出枝叉状孔洞特征。进一步解剖,末端存在疏松组织。
图片6-7 锻件中缩孔残余横向试片上的宏观形貌 防止该类缺陷的对策是:
1)严格控制浇注温度和速度,防止低温慢速注锭;
2)采用发热冒口或绝热冒口,改善补缩条件使缩孔上移至冒口区,防止缩孔深人到锭身处;
3)控制锻造时钢锭冒口切头率,充分切净缩松缺陷。合理锻压变形,压实疏松缺陷。
4.气泡
气泡分内部气泡与皮下气泡两种:
钢中气体由炉料、炉气、空气进人,当冶炼时脱氧不良,沸腾排气不充分,则钢液中气体含量过多,凝固过程中,随温度降低,气体溶解度下降而由钢液中析出,形成内部气泡。当钢锭模壁潮湿、锈蚀、涂料中含有水分或挥发性物质,在注人高温钢水时产生气体向钢锭表层渗透,形成皮下气泡。
气泡经过锻压变形会压扁或扩展成裂纹。
防止气泡的对策是:
1)充分烘烤炉料与浇注系统;
2)冶炼时充分脱气,并采用保护浇注工艺;
3)高温扩散、锻压焊合孔洞缺陷;
4)及时烧剥表面裂纹。
5.锻造裂纹
在大型锻造中,当原材料质量不良或锻造工艺不当时,常易产生锻造裂纹。下面介绍几个由于材质不良引起锻裂的情况。
(1)钢锭缺陷引起的锻造裂纹
大部分钢锭缺陷,锻造时都可能造成开裂,图片6-8所示为2Cr13主轴锻件中心裂纹。这是因为该6t钢锭凝固时结晶温度范围窄,线收缩系数大。冷凝补缩不足,内外温差大,轴心拉应力大,沿枝晶开裂,形成钢锭轴心晶间裂纹,该裂纹在锻造时进一步扩展而成主轴锻件中已裂纹。该缺陷可通过下列措施予以消除:①提高冶炼钢水纯净度;②铸锭缓慢冷却,减少热应力;③采用良好的发热剂与保温帽,增大补缩能力;④采用中心压实锻造工艺。
图片6-8 轴心晶间裂纹引起的锻造开裂 (2)钢中有害杂质沿晶界析出引起的锻造裂纹。
钢中的硫常以FeS形式沿晶界析出,其熔点仅有982℃,在1200℃锻造温度下,晶界上FeS将发生熔化,并以液态薄膜形式包围晶粒,破坏晶粒间的结合而产生热脆,轻微锻击就会开裂。
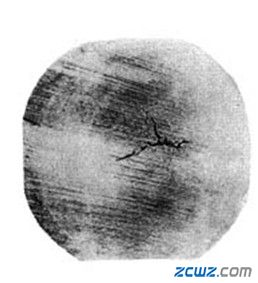
钢中含铜在1100~1200℃温度下的过氧化性气氛中加热时,由于选择性氧化,表层会形成富铜区,当超过铜在奥氏体中溶解度时,铜则以液态薄膜形式分布于晶界,形成铜脆,不能锻造成形。如果钢中还存在有锡、锑还会严重降低铜在奥氏体中的溶解度,加剧这种脆化倾向。图片6-9为16Mn钢锻件网状裂纹,因含铜量过高,锻造加热时,表面选择性氧化,使铜沿晶界富集,锻造裂纹沿晶界富铜相生核并扩展而形成

图片6-9 16Mn钢锻造网状裂纹LM4%稀硫酸水溶液浸蚀 (3)异相(第二相)引起的锻造裂纹
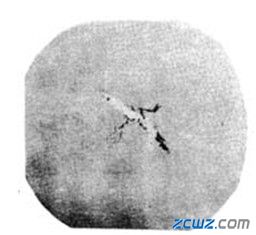
钢中第二相的力学性能往往和金属基体有很大的差别,因而在变形流动时会引起附加应力导致整体工艺塑性下降,一旦局部应力超过异相与基体间结合力时,则发生分离形成孔洞。例如钢中的氧化物、氮化物、碳化物、硼化物、硫化物、硅酸盐等等。假如这些相呈密集。链状分布,尤其在沿晶界结合力薄弱处存在,高温锻压就会开裂。图片6-10是20SiMn钢 87t锭因细小的 AlN沿晶界析出引起锻造开裂的宏观形貌,其表面已经氧化,呈现多面体柱状晶。微观分析表明,锻造开裂与细小的颗粒状AlN沿一次晶晶界大量析出有关
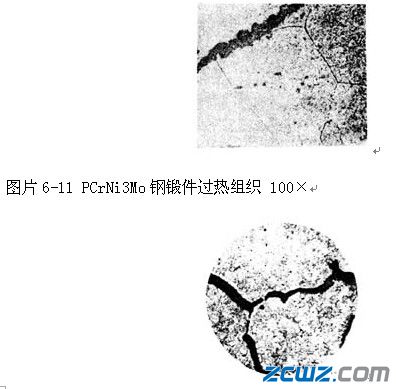
图片6-12 GCr15SiMn钢锻件过烧组织 100× 防止加热缺陷的对策是:
l)严格执行正确的加热规范;
2)注意装炉方式,防止局部加热;
3)调准测温仪表,精心加热操作,控制炉温、炉气流动,防止不均匀加热。
7.白点
白点是锻件在锻后冷却过程中产生的一种内部缺陷。其形貌在横向低倍试片上为细发丝状锐角裂纹,断口为银白色斑点。照片6-13为Cr-Ni-Mo钢锻件纵向断口上的白点。其形状不规则,大小悬殊,最小长轴尺寸仅2mm,最大的为24mm。
图片6-13 宏观断口上的白点形貌 白点实质是一种脆性锐边裂纹,具有极大的危害性,是马氏体和珠光体钢中十分危险的缺陷。
白点成因是钢中氢在应力作用下向拉应力区富集,使钢产生所谓氢脆,发生脆性断裂,所以氢和附加应力联合作用是白点产生的原因。
防止白点的对策主要是:
1)降低钢中氢含量,如注意烘烤炉料,冶炼时充分沸腾,真空除气,炉外精炼脱气等。
2)采用消除白点的热处理,主要任务是扩散钢中氢,消除应力,如扩氢退火热处理等。详见锻造过程中常见的缺陷中的锻后清理工艺不当常产生的缺陷。
8.组织性能不均匀
大型锻件因其尺寸大,工序多,周期长,工艺过程中不均匀,不稳定因素多,所以常常造成组织性能严重不均匀,以致在力学性能试验,金相组织检查和无损探伤时不能通过。由于钢锭中化学成分偏析,夹杂物聚集,各种孔隙性缺陷的影响;加热时温度变化缓慢,分布不均,内应力大,缺陷较多;高温长时间锻造,局部受力局部变形,塑流状况、压实程度、变形分布差别较大;冷却时扩散过程缓慢,组织转变复杂,附加应力大。以上诸因素都可能导致组织性能严重不均匀,质量不合格。
提高大型锻件均匀性的措施:
1)采用先进的冶铸技术,提高钢锭的冶金质量;
2)采用控制锻造,控制冷却技术,优化工艺过程,提高大锻件生产的技术经济水平。
9.淬火裂纹与回火脆性
许多对力学性能与表面硬度要求高的大锻件,锻后要经粗加工,再进行调质热处理或表面淬火。在热处理时,由于温度急剧变化,将产生很大的温度应力。由于相变还产生组织应力,和锻件存在的残余应力叠加,合成的拉应力值如果超过材料的抗拉强度,并且没有塑性变形松弛,将会产生各种形式的开裂和裂纹。例如纵向、横向、表面和中心裂纹,表面龟裂和表层剥离等。由于大锻件截面尺寸大,加热、冷却时温度分布不均匀,相变过程复杂,残余应力大,而且程度不同地存在着各种宏观和微观缺陷,塑性差,韧性低,这都能加剧裂纹萌生与扩展的过程,往往形成即时的或延时的开裂破坏,甚至炸裂与自然置裂等,造成重大经济损失。
照片6-14是一支9Cr2Mo钢轧辊表面淬火横向裂纹,在调质淬火加热时出现过热,而且回火不足,心部保留较高的残余内应力,在以后的工频热处理表面淬火时,心部拉应力与残余应力迭加,超过该钢的强度极限,引起断裂为三段。图示断口表明:裂纹源于过热粗晶的心部,沿径向有放射状的撕裂棱,表层为细瓷状的表淬层
图片6-14 轧辊表面淬火时横向开裂 防止淬火裂纹的一般对策是:
1)采用合理的热处理规范,控制加热速度与冷却过程,减少加热缺陷与温度应力;
2)避免锻件中存在严重的冶金缺陷与残余应力;
3)淬火后及时回火。
回火脆性系碳化物析出或磷、锡、锑、砷等有害微量元素沿晶界聚集而引起的脆性增大的倾向。
防止回火脆性的对策是:
1)减少钢中有害元素的含量;
2)减少钢中偏析;
3)避免在回火脆性温度区热处理,适当快冷,防止有害组元富集。
