

1.M1432A型万能外圆磨床的用途
M1432A型万能外圆磨床主要用于磨削内外圆柱面、内外圆锥面、阶梯轴肩以及端面和简单的成形回转体表面等。它属于普通精度级机床,磨削加工精度可达IT6~IT7级,表面粗糙度Ra为1.25~0.08μm之间。这种磨床万能性强,但磨削效率不高,自动化程度较低,适用于工具车间、维修车间和单件小批量生产类型,其主参数为最大磨削直径320mm。
2.M1432A型万能外圆磨床的主要组成部件
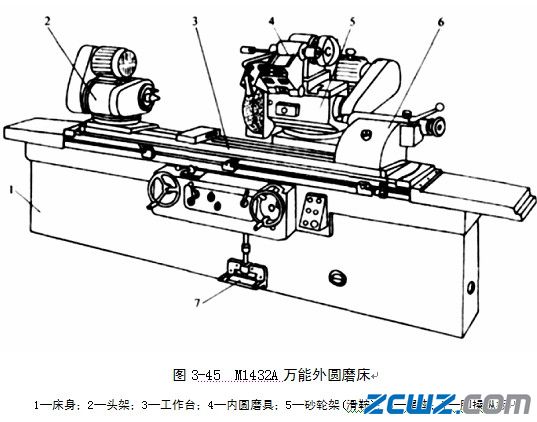
M1432A型万能外圆磨床的外形如图3-45所示。它由下列主要部件组成。
① 床身。它是磨床的基础支承件,用以支承和定位机床的各个部件。
②头架。它用于装夹和定位工件并带动工件作自转运动。当头架体旋转一个角度时, 可磨削短圆锥面;当头架体作逆时针回转90°时,可磨削小平面。
③砂轮架。它用以支承并传动砂轮主轴高速旋转,砂轮架装在滑鞍上,回转角度为±30°,当需要磨削短圆锥面时,砂轮架可调至一定的角度位置。
④内圆磨具。它用于支承磨内孔的砂轮主轴。内圆磨具主轴由单独的内圆砂轮电动机驱动。
⑤尾座。尾座上的后顶尖和头架前顶尖一起支承工件。
⑥工作台。它由上工作台和下工作台两部分组成。上工作台可绕下工作台的心轴在水平面内调至某一角度位置,用以磨削锥度较小的长圆锥面。工作台台面上装有头架和尾座,这些部件随着工作台一起,沿床身纵向导轨作纵向往复运动。
⑦滑鞍及横向进给机构。转动横向进给手轮,通过横向进给机构带动滑鞍及砂轮架5作横向移动;也可利用液压装置,通过脚操纵板使滑鞍及砂轮架作快速进退或周期性自动切入进给。
3.M
(1)磨外圆 如图3-46所示,加工所需的运动为:
①砂轮旋转运动nt,它是磨削外圆的主运动;
②工件旋转运动nw,它是工件的圆周进给运动;
③工件纵向往复运动fa,它是磨削出工件全长所必需的纵向进给运动;
④砂轮横向进给运动fr,它是间歇的切入运动。
(2)磨长圆锥面 如图3-46(b)所示,所需的运动和磨外圆时一样,所不同的是将工作台调至一定的角度位置。这时,工件的回转中心线与工作台纵向进给方向不平行,所以磨削出来的表面是圆锥面。
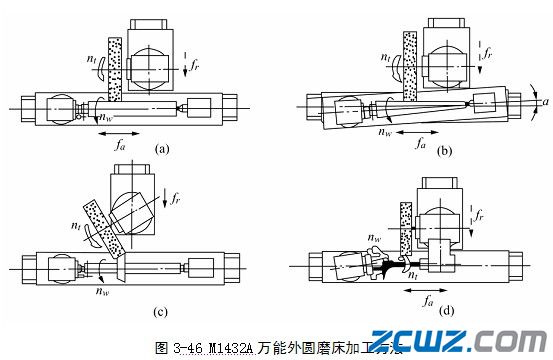
(3)切入法磨外圆锥面 如图3-46(c)所示,将砂轮调整至一定的角度位置,工件不作往复运动,砂轮作连续的横向切入进给运动。这种方法仅适合磨削短的圆锥面。
(4) 磨内锥孔 如图3-46(d)所示,将工件装夹在卡盘上,并调整至一定的角度位置。这时磨外圆的砂轮不转,磨削内孔的内圆砂轮作高速旋转运动,其他运动与磨外圆时类似。
从上述4种典型表面加工的分析中可知,机床应具有下列运动。
(1)主运动:①磨外圆砂轮的旋转运动nt;②磨内孔砂轮的旋转运动nt;主运动由两个电动机分别驱动,并设有互锁装置。
(2)进给运动:①工件旋转运动nw;②工件纵向往复运动fa;③砂轮横向进给运动fr;往复纵磨时,横向进给运动是周期性间歇进给;切入式磨削时,是连续进给运动。
(3) 辅助运动:包括砂轮架快速进退(液压)、工作台手动移动以及尾座套筒的退回或液动等。
